
.png)
.png)
.png)
.png)

.jpg)
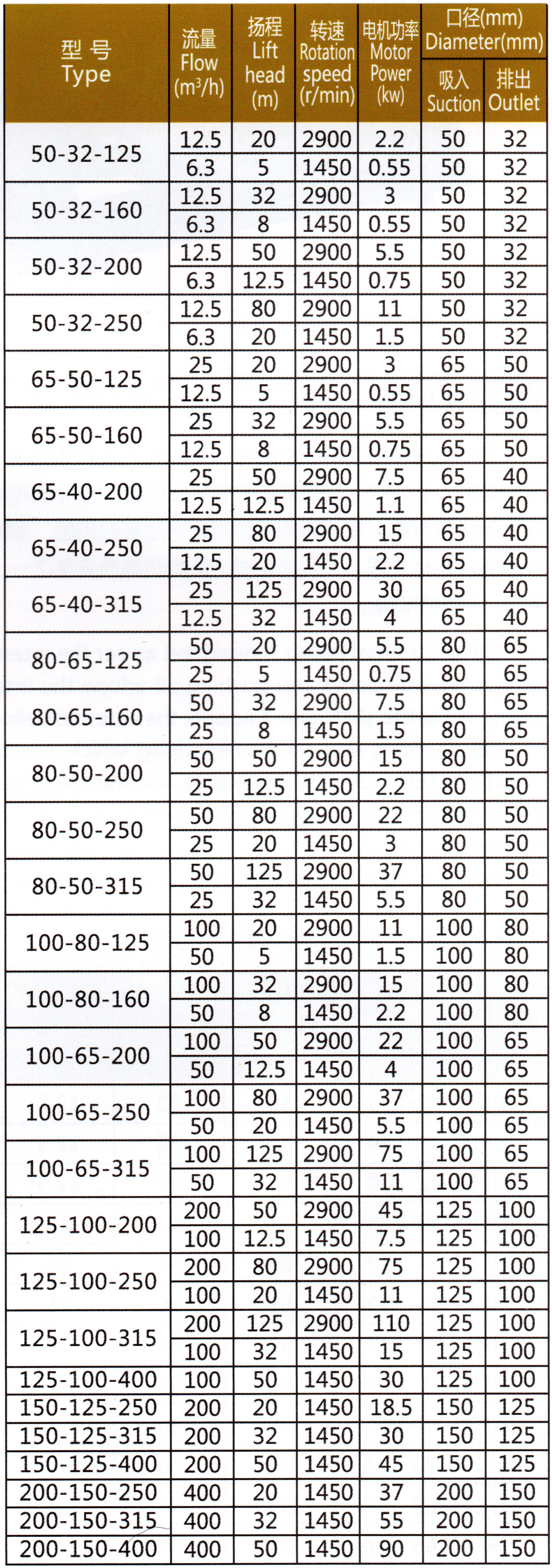
IH series chemical resistant centrifugal pumps are horizontal, single-stage, single-suction corrosion-resistant centrifugal pumps. They serve as energy-efficient replacements for the ministry of machinery industry's F-type corrosion-resistant centrifugal pumps. This equipment is suitable for conveying corrosive liquids without solid particles and with viscosity similar to water in industries such as petroleum, chemical, power generation, pharmaceuticals, food processing, metallurgy, and mining.
.png)
.PNG)
.png)





