Summarize:
.jpg)
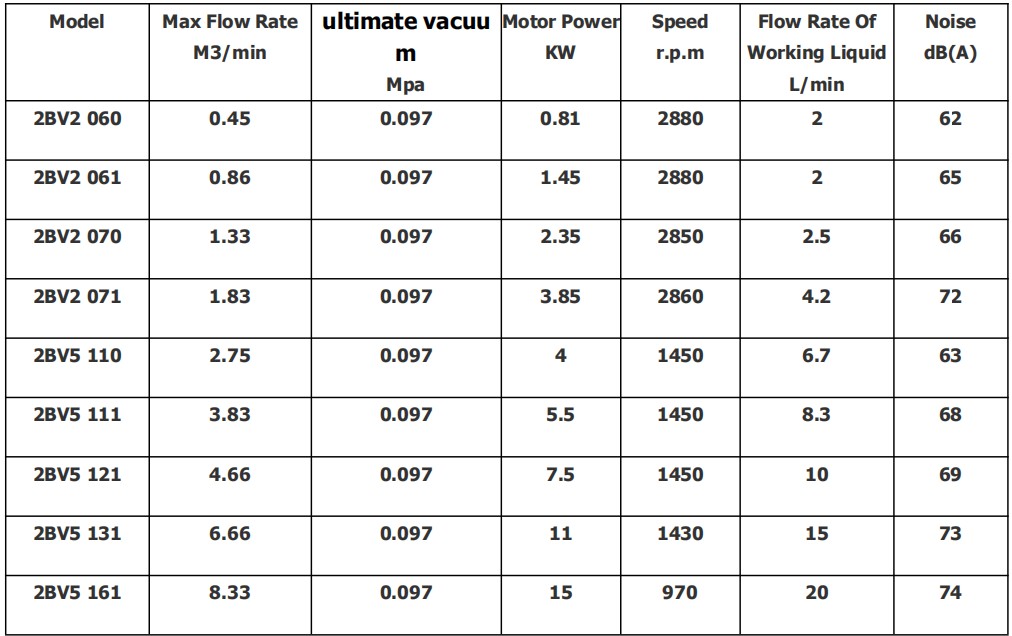
2BV series vacuum pump represents an upgraded, next-generation water ring vacuum pump featuring a direct-drive design that eliminates belts and gears, achieving zero wear, maintenance-free operation, and low noise levels. With an intake pressure reaching 33 mbar, this pump meets vacuum requirements across environmental protection, food processing, pharmaceuticals, electronics, chemical engineering, and coal mining industries. Equipped with an explosion-proof motor, it also satisfies demands for handling explosive gases in flammable and explosive environments.
Product Details:
2BV series liquid ring vacuum pump utilizes centrifugal force generated by the impeller's rotation to form a water ring within the pump body, thereby achieving gas suction and compression. When the pump operates continuously at suction pressures below 80 mbar, an anti-cavitation protection tube must be connected for safeguarding. If equipped with an atmospheric ejector that can be directly mounted on the vacuum pump cylinder, the suction pressure can reach 10 mbar.
(2).png)
Application:
1. Pharmaceuticals: Enables deep dehydration in sterilization cabinets, drying ovens, freeze dryers, and other applications, while also supporting vacuum distillation, solvent recovery, degassing, and deodorization processes.
2. Food Processing: This pump is suitable for vacuum concentration, degassing, freshness-preserving packaging, and vacuum assistance in liquid filling machines.
3. Chemical Industry: For using in vacuum distillation, vacuum crystallization, solvent recovery, and related processes.
4. Environmental Protection: It is applicable in biogas purification, methane recovery, and wastewater aeration.
5. Other Industries: For vacuum packaging, thermoforming, wood drying, and glass handling.
Feature:
1. This series features a cavitation protection port that activates under near-ultra-high vacuum conditions, eliminating sharp noises to safeguard the pump body.
2. The unique discharge port design prevents overpressure on the pump body, ensuring optimal efficiency within the operating range.
3. The pump's flexible seals are made entirely of PTFE, significantly extending the vacuum pump's service life under harsh conditions.
4. Its wetted parts are available in fully stainless steel 316L, offering exceptional corrosion resistance.







.png)





