Summarize:
.jpg)
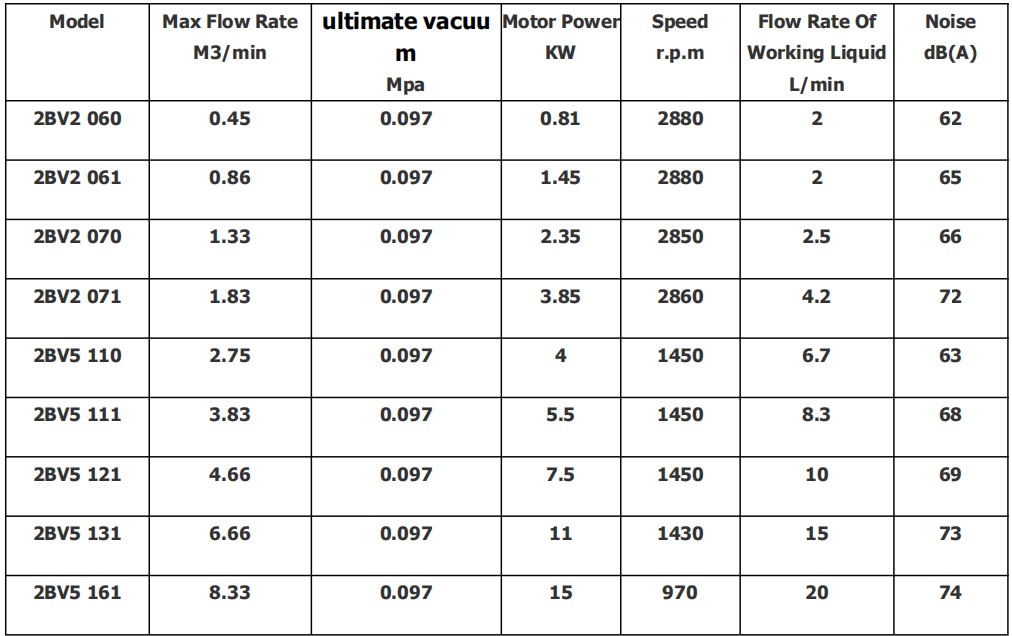
2BV explosion-proof vacuum pump operates using water as the working fluid, utilizing the rotation of an eccentric impeller to form a water ring for gas extraction and compression. Its unique design ensures that the compression process is nearly isothermal, making it suitable for extracting flammable, explosive, or high-temperature gases, and capable of achieving a vacuum level of 97%. This equipment is suitable for handling explosive gases in flammable and explosive environments because it is equipped with an explosion-proof motor and maintains oil-free operation and low noise levels during operation.
Product Details:
2BV liquid ring vacuum pump relies on the rotation of an eccentric impeller to form a liquid ring for the intake and discharge of gas. When the impeller begins to rotate inside the pump housing, the working fluid is flung against the inner wall of the housing by centrifugal force, forming a rotating liquid ring. As the impeller rotates, the space between the impeller vanes gradually expands, creating a local vacuum, which draws gas into the cavity between the vanes. When the pressure rises above the pressure at the discharge port, the gas is expelled through the discharge port, with multiple vane spaces operating continuously to achieve continuous gas suction and delivery.
(2).png)
Application:
1. Power Industry: For using the evacuation of condensers, water tank replenishment, and steam condenser venting.
2. Paper Industry: It can achieve the purpose of vacuum dewatering, pulp transportation, and black liquor extraction.
3. Food Processing: Applicable for vacuum concentration, vacuum drying, food degassing, vacuum packaging, and sugar production processes.
4. Petrochemical Industry: It is suitable for processes such as vacuum distillation, solvent recovery, gas transfer, and degassing in polymerization reactions.
5. Pharmaceutical Industry: This pump can be used in processes such as vacuum drying, vacuum distillation, active pharmaceutical ingredient extraction, and solvent recovery.
Feature:
1. The pump automatically adjusts based on discharge pressure, ensuring sufficient compression during operation while preventing unnecessary energy loss.
2. It can be connected to a cavitation protection pipe or a separator to effectively eliminate cavitation noise, thereby protecting the impeller and pump body from cavitation damage.
3. 2BV series features an integrated design with the motor and pump housing directly connected on the same axis, significantly reducing the required installation space while facilitating installation and maintenance.
4. This pump utilizes high-quality seals that address the leakage issues common with traditional packing seals, thereby extending service life and maintenance intervals, making it particularly suitable for applications with strict leakage requirements.

.png)
.png)
.png)
.png)