When it comes to processing high viscosity substances like tomato sauce, maintaining the highest sanitary standards is crucial. The stainless steel sanitary rotary lobe pump is specially designed to handle such products in the food industry. This article will delve into the features, benefits, and applications of this pump in ensuring the efficient and hygienic transfer of high viscosity tomato sauce.
Features and Design:
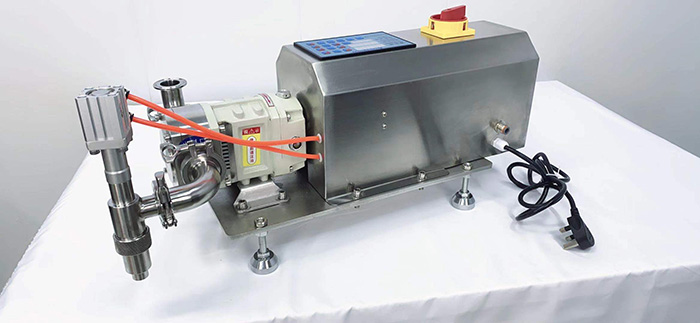
The stainless steel sanitary rotary lobe pump is engineered with the specific needs of the food industry in mind. Its design consists of two rotating lobes within a close-fitting chamber, creating a positive displacement action. This ensures smooth transfer, even when dealing with highly viscous substances like tomato sauce.
One of the key features of this pump is its food-grade stainless steel construction. Stainless steel is renowned for its excellent corrosion resistance, durability, and hygiene properties. The smooth surfaces of stainless steel prevent the accumulation of contaminants and allow for easy and thorough cleaning, ensuring that the tomato sauce remains uncontaminated and of the highest quality throughout the transfer process.
Benefits:
1. Sanitary Standards: The stainless steel sanitary rotary lobe pump is designed to meet the stringent sanitary requirements of the food industry. Its construction ensures that there are no dead spaces or crevices where bacteria or contaminants can accumulate, minimizing the risk of product contamination.
2. Gentle Handling: The positive displacement action of the lobe pump ensures gentle handling of high viscosity tomato sauce, minimizing shear forces and preventing product degradation. This feature is critical in maintaining the sauce's texture, flavor, and overall quality.
3. Efficient Transfer: The pump's design allows for consistent flow rates, regardless of the viscosity of the tomato sauce. This ensures an efficient transfer process, minimizing product waste and reducing production downtime.
4. Versatility: The stainless steel sanitary rotary lobe pump is not limited to tomato sauce; it can handle other high viscosity food products such as ketchup, dressings, and condiments. Its versatility makes it an essential tool in various food processing applications.
Applications:
The stainless steel sanitary rotary lobe pump finds extensive applications in the food industry. Some notable uses include:
1. Sauce Production: From transferring tomato sauce from storage tanks to packaging lines, the lobe pump ensures a smooth and efficient process while maintaining the sauce's quality.
2. Dressing and Condiment Manufacturing: The lobe pump is widely used in processing high viscosity products like salad dressings, mayonnaise, and various condiments, ensuring a hygienic and efficient transfer.
3. Soup and Stew Processing: The pump's ability to handle high viscosity substances makes it suitable for transferring thick soups and stews in large-scale food production.
4. Sauce Blending: The lobe pump is also used for blending different types of sauces, ensuring uniformity in taste, color, and texture.
The stainless steel sanitary rotary lobe pump is an indispensable tool in the food industry, particularly in the processing of high viscosity tomato sauce. Its sanitary design, gentle handling, efficient transfer, and versatility make it an essential component in various food manufacturing applications. By ensuring the highest sanitary standards and preserving the quality of the tomato sauce, the lobe pump plays a crucial role in delivering high-quality food products to consumers.