When it comes to transferring food-grade liquids, such as chocolate, maintaining hygiene and ensuring product integrity are of utmost importance. Introducing stainless steel sanitary food grade liquid transfer pumps, the perfect solution for your chocolate processing needs. In this article, we will explore the features and benefits of these pumps in ensuring a safe and efficient transfer of chocolate.
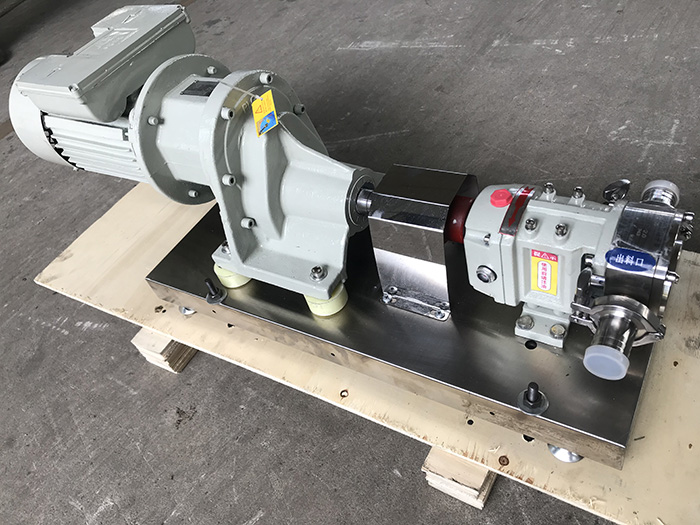
Stainless steel sanitary food grade liquid transfer pumps are constructed using premium-grade stainless steel. This material is known for its corrosion resistance, durability, and non-reactive properties, making it ideal for food processing applications. The use of stainless steel ensures that the chocolate remains uncontaminated and maintains its quality throughout the transfer process.
These pumps are specifically designed to meet the highest sanitary standards. The smooth surface finish and crevice-free design prevent the accumulation of bacteria, ensuring a hygienic transfer of chocolate. The absence of dead zones and easy-to-clean features make these pumps compliant with food safety regulations, minimizing the risk of contamination and ensuring product safety.
Chocolate is a delicate product that requires gentle handling to maintain its texture and appearance. The stainless steel sanitary food grade liquid transfer pumps are designed to provide a smooth and gentle transfer of chocolate, preventing shear or temperature fluctuations that could affect its quality. This gentle handling ensures that the chocolate retains its smoothness and viscosity, resulting in a superior end product.
These pumps offer versatility in various chocolate processing applications. Whether it's transferring melted chocolate from one vessel to another, pumping chocolate into molds, or circulating chocolate in a tempering machine, these pumps can handle a wide range of chocolate viscosities and temperatures. Their adaptability makes them suitable for small-scale artisanal chocolate makers as well as large-scale industrial chocolate manufacturers.
Maintaining precise control over the flow rate and pressure during chocolate transfer is crucial. These pumps are equipped with advanced control systems that allow operators to adjust and monitor the flow rate and pressure accurately. This precise control ensures consistent and uniform transfer of chocolate, resulting in consistent product quality and reduced waste.
Stainless steel sanitary food grade liquid transfer pumps are designed for easy maintenance. Their simple construction and quick disassembly features enable easy access for cleaning and inspection. This ease of maintenance reduces downtime, increases productivity, and ensures the pumps remain in optimal working condition.
Food processing industries are subject to strict regulations and standards. These pumps are designed to comply with industry-specific regulations, such as FDA and EHEDG guidelines. By choosing these pumps, you can ensure that your chocolate processing operations meet the necessary standards, minimizing the risk of legal and reputational consequences.
Investing in high-quality equipment is essential for long-term success. Stainless steel sanitary food grade liquid transfer pumps are built to last, with a focus on durability and reliability. Their robust construction and high-quality components ensure longevity, minimizing the need for frequent replacements and reducing overall maintenance costs.
Stainless steel sanitary food grade liquid transfer pumps are the ideal choice for chocolate processing applications. With their high-quality material, sanitary design, gentle handling, versatility, precise control, easy maintenance, compliance with regulations, longevity, and reliability, these pumps ensure a safe and efficient transfer of chocolate. Invest in these pumps to enhance your chocolate processing operations and deliver high-quality products to your customers.