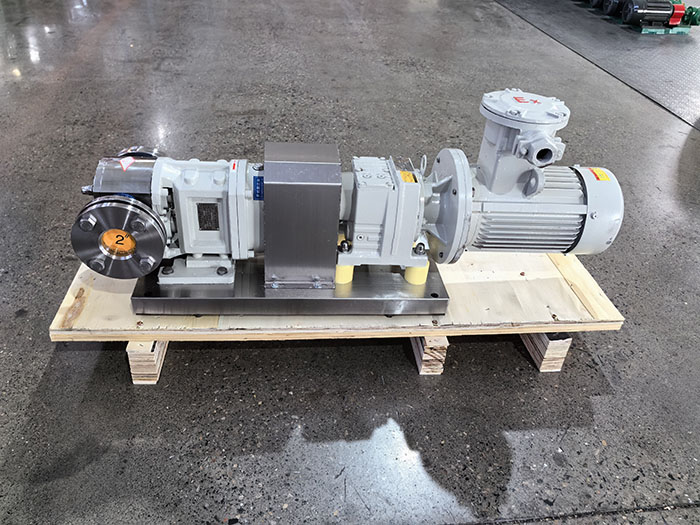
When it comes to handling delicate liquids such as honey, precision, hygiene, and reliability are paramount. The sanitary stainless steel positive displacement rotor rotary lobe pump for honey stands as a testament to excellence in liquid transfer, offering a range of features designed to ensure the preservation of honey's quality and purity.
Crafted from high-grade stainless steel, this pump is not only durable but also meets the stringent sanitary requirements essential for handling food products like honey. The material's corrosion resistance and non-reactive nature ensure that the pump maintains the integrity of the honey, preventing contamination and preserving its natural properties.
The positive displacement design of the rotor rotary lobe pump guarantees a gentle and consistent flow of honey. This feature is crucial in maintaining the viscosity and texture of the honey, preventing any alteration to its composition during the transfer process. Whether it's raw, unfiltered honey or a specialty blend, this pump handles each variety with the care and precision it deserves.
Moreover, the sanitary design of the pump ensures easy disassembly and thorough cleaning, crucial for maintaining the purity of the honey and preventing the buildup of residues. This feature aligns with industry standards and regulations, providing peace of mind to producers and consumers alike regarding the product's safety and quality.
In addition to its functional benefits, the pump's stainless steel construction and sleek design make it an attractive addition to any honey processing facility. Its compact size and user-friendly operation further contribute to its appeal, offering convenience without compromising on performance.
The sanitary stainless steel positive displacement rotor rotary lobe pump for honey is not just a piece of equipment; it's a commitment to the preservation of honey's natural essence. Its ability to handle honey with precision, hygiene, and reliability makes it an indispensable asset for producers looking to maintain the purity and quality of their honey products.
This pump represents a harmonious blend of functionality and form, ensuring that the journey from hive to jar preserves every ounce of honey's innate goodness. Whether in a small-scale apiary or a large-scale honey production facility, this pump stands ready to uphold the integrity of nature's golden nectar.