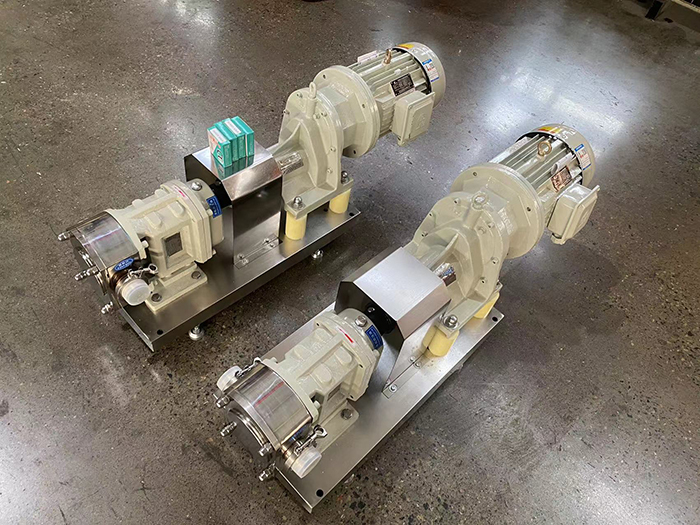
The sanitary rotary lobe pump is an ideal choice for transferring high viscosity liquids such as honey, cream, and chocolate in food processing applications. Here are some key features and benefits of this pump:
Sanitary Design: The pump is designed with sanitary considerations in mind, ensuring compliance with food safety standards. It features smooth surfaces, minimal dead spaces, and easy-to-clean components, reducing the risk of contamination and facilitating thorough cleaning and sterilization.
Rotary Lobe Technology: The pump utilizes rotary lobe technology, which consists of lobes that rotate within a housing. This design allows for gentle and pulsation-free pumping, minimizing product shear and maintaining the integrity and quality of high viscosity liquids.
High Viscosity Capability: The pump is specifically designed to handle high viscosity liquids such as honey, cream, and chocolate. It can effectively transfer these thick fluids without causing excessive shear or degradation.
Gentle Product Handling: The pump ensures gentle handling of high viscosity liquids, preserving their texture, consistency, and quality. This is particularly important for delicate products like cream and chocolate, where maintaining the desired texture and viscosity is crucial.
Precise Flow Control: The pump offers precise flow control, allowing for accurate dosing and filling of high viscosity liquids into containers or processing equipment. This ensures consistent product quality and minimizes wastage.
Versatility: The pump is versatile and can handle a wide range of high viscosity liquids, including honey, cream, chocolate, and other similar products. It can be used in various food processing applications, such as filling, mixing, or transferring liquids between different stages of production.
Efficient and Reliable: The pump is designed for efficient and reliable operation, ensuring smooth and continuous liquid transfer. It is built to withstand the demands of food processing environments and can handle the challenges posed by high viscosity liquids.
Customizable Options: Manufacturers often offer customizable options, allowing you to tailor the pump to your specific needs. This may include options for different flow rates, pressure ratings, and materials of construction to suit your application requirements.
When selecting a sanitary rotary lobe pump for high viscosity liquid transfer, it is important to consider factors such as the specific viscosity range of your product, the pump's capacity, and the reputation of the manufacturer for producing reliable and hygienic equipment. Consulting with experts in food processing equipment can help you choose the right pump for your specific application.