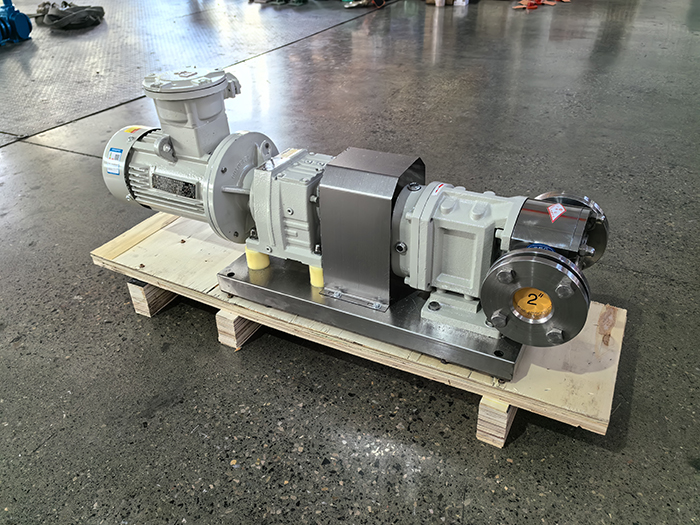
Introducing our sanitary food grade high viscosity cam lobe pump, specifically designed for the efficient transfer of high viscosity food products while maintaining strict sanitary standards.
Our pump is designed with sanitary principles in mind, ensuring compliance with food safety regulations. It features smooth and polished surfaces, free of crevices or dead spaces where bacteria or contaminants can accumulate. This design facilitates easy cleaning and sanitization, minimizing the risk of product contamination.
We prioritize the use of food-grade materials in our pump construction. The pump is made from materials that are safe for contact with food products, ensuring the integrity and quality of the transferred substances.
Our pump is specifically engineered to handle high viscosity food products with ease. The cam lobe design provides a gentle and efficient pumping action, minimizing product shear and ensuring smooth transfer. This design is particularly effective for thick, sticky, or viscous food substances.
The cam lobe pump offers precise flow control, allowing you to adjust the flow rate to match your specific needs. This feature is particularly important when dealing with high viscosity liquids that require accurate dosing or filling.
Our pump is designed for efficient and reliable performance, even when handling high viscosity food products. It maintains a steady flow rate, ensuring consistent transfer and minimizing product waste.
We understand the importance of easy maintenance in food processing operations. Our pump features a user-friendly design that allows for quick disassembly, cleaning, and reassembly. This minimizes downtime and ensures optimal performance.
We offer customizable options to suit your specific high viscosity food transfer requirements. This includes the ability to adjust flow rates, pressure requirements, and port sizes to meet the unique needs of your application.
Our sanitary food grade high viscosity cam lobe pump offers a reliable and efficient solution for the transfer of high viscosity food products while maintaining strict sanitary standards. With its sanitary design, food-grade materials, high viscosity handling capabilities, precise flow control, efficient performance, easy maintenance, and customizable options, it ensures safe and efficient transfer of high viscosity food substances. Contact us today to learn more about our pump and how it can enhance your food processing operations.