In the food production industry, maintaining high levels of efficiency and safety is crucial. One essential component that plays a significant role in this regard is the rotary lobe pump.
Gentle Handling of Delicate Products:
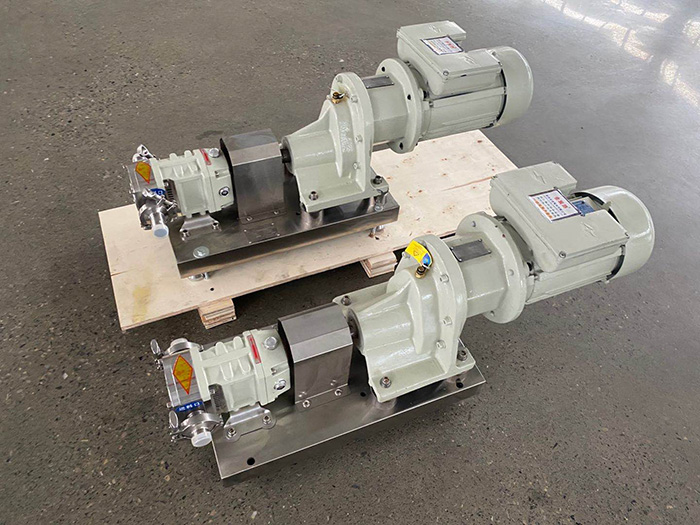
Rotary lobe pumps are known for their gentle handling capabilities, making them ideal for transferring delicate food products. The design of these pumps ensures minimal product degradation, reducing the risk of damage or alteration to the texture, taste, and quality of the food. This is particularly important for sensitive products such as dairy, sauces, and confectionery.
Efficient Transfer of Viscous and High-Particulate Fluids:
Food production often involves working with viscous and high-particulate fluids, such as sauces, soups, and fruit purees. Rotary lobe pump excel in handling such substances, thanks to their ability to handle high viscosities and accommodate solids without causing damage or clogging. This ensures a smooth and uninterrupted flow of materials, contributing to overall production efficiency.
Hygienic Design and Easy Cleanability:
Maintaining a hygienic environment is paramount in food production. Rotary lobe pumps are designed with cleanliness in mind, featuring smooth surfaces, minimal crevices, and easy disassembly for thorough cleaning. This design minimizes the risk of bacterial growth and cross-contamination, ensuring the safety and quality of the food being processed.
Compliance with Food Safety Regulations:
Food production services are subject to strict regulations and standards to ensure consumer safety. By utilizing rotary lobe pump in their operations, food producers can demonstrate their commitment to maintaining the highest levels of food safety and quality.
Versatility and Flexibility:
Rotary lobe pump offer versatility in terms of their ability to handle a wide range of food products, including both liquids and semi-solids. They can be utilized for various applications, such as transferring ingredients, filling containers, and pumping product between processing stages. Their flexibility allows food production facilities to streamline their operations and adapt to changing production needs.
In conclusion, rotary lobe pump play a vital role in ensuring efficient and safe food production services. With their gentle handling capabilities, efficient transfer of viscous and high-particulate fluids, hygienic design, and compliance with food safety regulations, these pumps contribute to the overall success of food processing operations. By investing in rotary lobe pump, food producers can enhance productivity, maintain product integrity, and meet the stringent requirements of the industry.