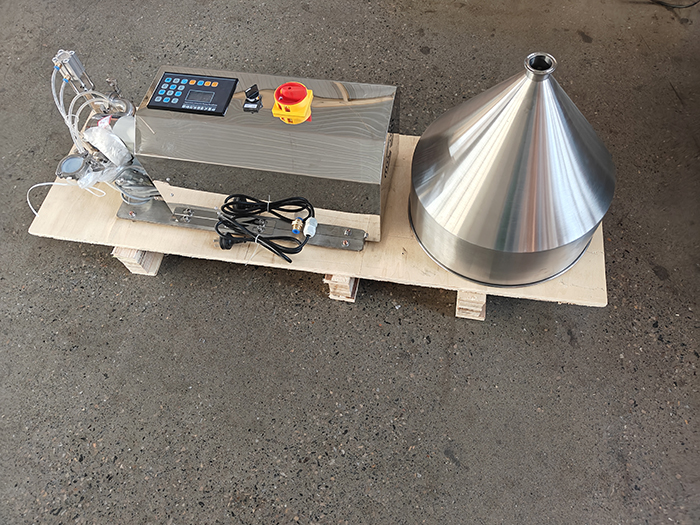
The honey transfer food grade filling machine rotary sanitary gear rotor lobe pump is a specialized pump designed for transferring honey in food-grade filling applications. It incorporates rotary gear or rotor lobe technology to ensure gentle handling and precise filling of honey. Here are some key features and benefits of this pump:
Food-Grade Construction: The pump is constructed using food-grade materials, such as stainless steel (SS304 or SS316), to meet the sanitary requirements for handling food products like honey. This ensures that the pump is safe and hygienic for use in food processing.
Rotary Gear or Rotor Lobe Technology: The pump utilizes a rotary gear or rotor lobe mechanism to transfer honey. This design allows for precise and controlled filling, minimizing product agitation or shear forces that could affect the quality and viscosity of honey.
Gentle Product Handling: The pump is designed to handle honey gently, preventing excessive agitation or foaming. This helps maintain the natural properties, flavor, and viscosity of the honey during the transfer and filling process.
Precise Filling: The pump offers accurate and consistent filling of honey into containers or packaging. It can be integrated into a food-grade filling machine to ensure precise volume control and minimize product wastage.
Sanitary Design: The pump features a sanitary design with smooth surfaces, minimal dead spaces, and easy-to-clean components. This design facilitates thorough cleaning and sterilization between batches, preventing cross-contamination and ensuring product safety.
Varying Viscosity: The pump is capable of handling honey with varying viscosities, including both liquid and thicker, more viscous honey. It can adapt to different product consistencies and maintain a consistent flow rate during the filling process.
Versatility: The pump is suitable for various honey transfer and filling applications, including bottling, jar filling, or packaging processes. It can handle different container sizes and shapes, providing versatility for different production requirements.
Easy Maintenance: The pump is designed for easy maintenance, with quick disassembly and reassembly of components for cleaning or maintenance tasks. This ensures minimal downtime and efficient operation in food processing facilities.
The honey transfer food grade filling machine rotary sanitary gear rotor lobe pump is a reliable and efficient solution for transferring and filling honey in food-grade applications. Its food-grade construction, gentle product handling, precise filling capabilities, and sanitary design make it suitable for maintaining the quality and integrity of honey during the filling process.